Нет товаров
Товар добавлен в корзину
Товаров в корзине: 0. Сейчас в корзине 1 товар.

Как выбрать 3D принтер
Как выбрать:
1. Для чего вам 3D принтер. Какие задачи перед ним ставятся. Что он будет печатать.
2. Кто будет управлять принтером. Насколько для пользователя важно простота/сложность управления.
3. И третье, это бюджет.
Вот, пожалуй, основные вопросы, отвечая на которые складывается определенный список оборудования. Обычно это два-три, максимум четыре принтера в каждом случае.
Есть универсальные принтеры, т.е. чаще остальных, по нашему опыту, удовлетворяют запросы клиентов.
-По этим и другим параметрам можно подбирать/отфильтровать товары в категориях.
-А также, любой принтер можно добавить в список сравнения (значок ), где на одной странице будут видны, чем отличаются и чем схожи выбранные позиции.
Минимальная толщина слоя
Данная характеристика связана с детализацией изделия.
В принтерах печатающих по технологии FDM (Fused Deposition Modeling - моделирование методом осаждения расплавленной нити), изделие выращивается нанесенными слоями.
Чем тоньше слой, тем красивее выглядит изделие и точнее оно печатается.
Кроме заявленной цифры существуют и другие характеристики влияющие на качество печати.
Если слои наносятся не стабильно из-за меняющейся температуры (сквозняк например), и/или в конструкции существуют люфты (зазоры между деталями принтера), что влияет на шаткость, и/или плохо произведена калибровка (необходимое расстояние между соплом и платформой). То вот эти причины будут влиять на качество, ухудшая его, не зависимо с какой толщиной производится печать.
Также на качество влияет скорость: скорость подачи пластика и скорость перемещения экструдера.
В программах одних принтеров настройки скорости и качества взаимосвязаны между собой. Меняется скорость, а вмести с ним и скорость. Чем медленнее, тем качественнее. В других принтерах программа позволяет все эти параметры настраивать по отдельности.
Параметры: скорость, толщина слоя, калибровка платформы и температура. Вот обычно с чем жонглируют, добиваясь лучшего качества.
100 микрон (0.1 мм) это толщина листа бумаги. Для хорошей детализации (если изделие для художественных нужд) рекомендуется не более 150-300 микрон. Если печатать фигуру человека или часть лица, то чем тоньше слой, тем натуральнее будет выглядеть изделие. Для точной печати прототипов 50-200 микрон (и тоньше).

С какими типами материалов работает принтер
Знание свойств расходных материалов позволит пользователю эффективнее использовать свой 3D принтер.
Если вы хотите использовать изделия в качестве движущихся деталей в механике, деталей в качестве опор, долговечных изделий, печатать корпуса, формы для литейного производства и всего что перечислено для PLA пластика, тогда стоит смотреть на возможность принтера работать с ABS пластиком.
С виду АБС и ПЛА отличить трудно.
В любом случае, лучше конечно, чтобы принтер работал с разными типами материалов.
И под существующие сегодня возможности персональных 3d принтеров, производители переодически открывают или улучшают свойства расходных материалов. Так, кроме популярных пластиков ABS и PLA на сегодня у большинства пользователей современных домашних 3d принтеров есть возможность печатать изделия из таких материалов как: Нейлон, PETT, PVA, Flexible (резина), Hips и т.д., которые также представлены в нашем магазине.
Печатать PLA пластиком куда легче. Новичку будет одно удовольствие работать с PLA пластиком. Он менее требователен. Быстро остывает (необходим обдув). Меньше поддается деформации.
ABS более капризен, остывает медленно, поэтому вентилятор только мешает, а закрытый корпус спасает от деформаций.
Еще одна особенность PLA пластика, из-за того что он изготовляется из органических веществ – начинает разлагаться через два-три года. Конечно, он не испарится у вас на глазах, но прочность начнет терять существенно.
Для стабильной печати ABS пластиком
Для стабильной печати ABS пластиком, необходимо обратить внимание на следующие параметры:
- экструдер должен нагревается до 280 С. Минимум до 260 С.
- платформа должна иметь возможность нагревается от 90 С. Минимум от 80 С. Обычно используют 110 С.
- закрытый корпус.
При отсутствии одного или двух этих параметров стабильная печать АБС пластиком не гарантируется, не смотря на заявленные характеристики производителя.
Если из всего необходимого отсутствует закрытый корпус, то в этом случае будет проблематично напечатать из АБС пластика изделия средних и больших размеров. Придется в таком случае, если не накрывать принтер чем ни будь, то следить чтобы в помещение не было сквозняков. Если объект большой, не большая деформация на ранних стадиях может в итоге испортить всю работу. При среднем качестве и минимальном заполнении, печать объекта 10*10 см займет примерно часа 3-4. Не очень приятный момент, когда осознаешь, что после двух часов печати придется прерывать процесс.
Если отсутствует возможность подогрева платформы, то в этом случаи пластик попросту не будет держаться. Бывает, что первые слои печатается нормально, а потом отлетает все сразу. Эту проблему обычно решают не только низкой скоростью печати, а также наносят специальный клей для фиксации объекта. Правда потом чуть сложнее обычного он отлипает.
АБС пластиком можно печатать при температуре 250 градусов. И 240 тоже. Но стоит немного поработать с этим пластиком, чтобы понять – АБС любит погорячее. Также существуют легко плавные типы АБС нити, но они не полностью по свойствам соответствуют настоящему АБС пластику. В них кроме остальных примесей снижающие градус плавления, добавляют полиэтилен для тягучести, и от этого в помещении распространяется не очень приятный запах.
Также в механизме экструдера должен присутствовать плотный зажим для затягивания нити. Поскольку плотность у этих двух пластиков отличается, АБС тверже.
К примеру, если модернизировать принтер, предназначенный для печати ПЛА пластиком (в большинстве из них экструдер нагревается до 260-280 С) добавив подогреваемую платформу, то при средней и высокой скорости печати нить пластика АБС может просто не поступать, или поступать не равномерно.
Во многих экструдерах можно регулировать степень этого зажима.
Есть 3д принтеры, которые работают только с ABS пластиком, у них в экструдере затяг соответствующий. И если в них экструдер не универсальный или в нем нет возможности регулировки степени зажима, то в этом случаи на нем будет проблематично напечатать изделие PLA пластиком
Конструкция принтера
1. На чем держатся и перемещаются экструдер и платформа:
| а. На круглых осях | б. На прямоугольных направляющих | |
|
|
 |
2. Как перемещаются экструдер и платформа:
| а. Платформа двигается только вертикально. Начиная печатать первый слой, опускается вниз от экструдера по ходу наращивания модели. Экструдер перемещается только горизонтально во все направления. | б. Платформа двигается вертикально и горизонтально (только вперед и назад). Начиная печатать первый слой, опускается вниз от экструдера по ходу наращивания модели. Экструдер перемещается только горизонтально в одном направлении (вправо влево). | |
|
|
|

Шаговые двигатели, ремни и шкив, электроника. И как все это оптимизированно. Как реагирует принтер на команды. В процессе печати в принтере происходит немало механических действий плюс высокая температура. Поэтому для высокого качества печати принтер должен "уверенно стоять на ногах".
Чем меньше деталей, деталей "посредников" и люфтов (зазоров между деталями), тем стабильнее будет работать принтер.
В итоге, все это влияет на точность позиционирования, погрешность.
Конструкция экструдера (печатающая головка)
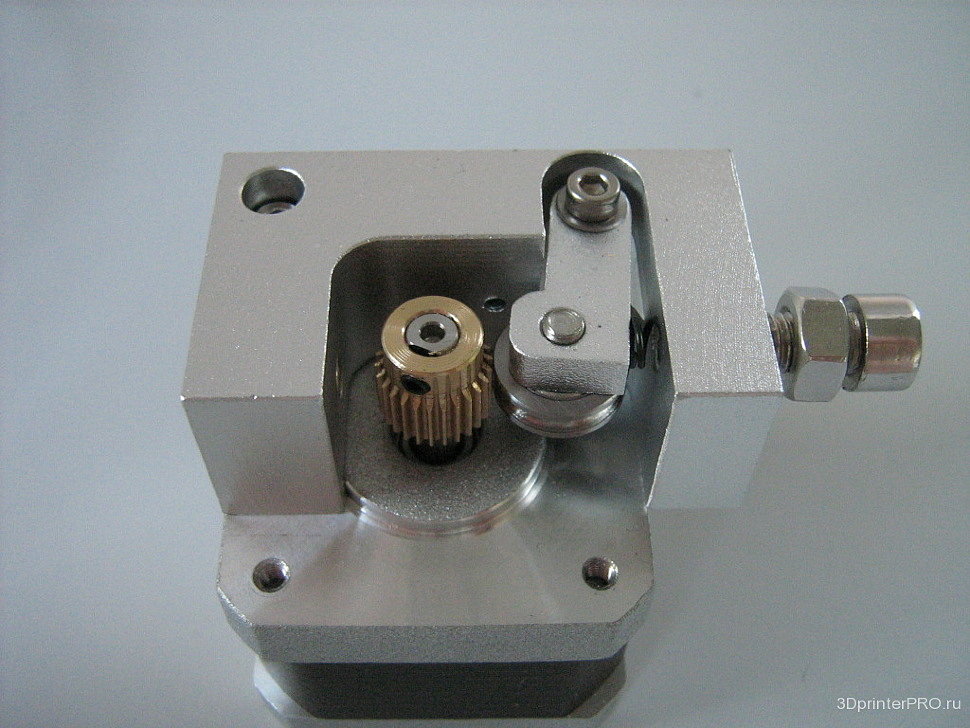
Учитывая, что есть точное позиционирование в принтере, следующий необходимый элемент, это как раз экструдер. Его основная функция, и вообще, важнейшая функция самого принтера, это выдавливание тонких нитей пластики или термопластики, которые нагреваются и становятся практически жидкими. Диаметр используемой нити пластика для 3D принтера 1.75 и 3 мм.

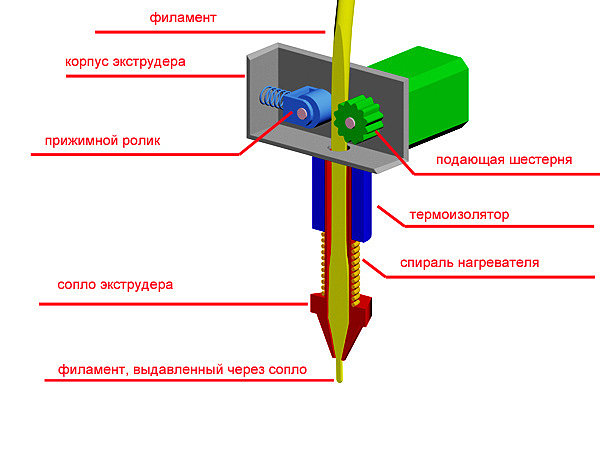
-Сначала чтобы нитке пластика попасть в экструдер ее встречает с одной стороны гладкое колесико, привязанное к зажимному механизму, обычно на пружине, степень которого обычно можно регулировать. С другой стороны тоже колесико, но не гладкое, а с зубцами и управляется оно напрямую шаговым двигателем.
Пример использования ретракции. Наращивание уровней печатаемых объектов происходит следующим образом: сначала заполняется слой первого объекта, потом заполняется слой второго объекта. Когда печатающая головка по завершении печати слоя первого объекта перемещается к месту печати второго объекта, из сопла за время движения вытекает капля материала под действием температуры. Для того, чтобы эта капля не оставила след на поверхности второго печатаемого объекта, программа дает команду втянуть пластиковую нить обратно в экструдер на установленную длину, а при продолжении печати второго объекта вновь подать втянутый пластик в сопло.
Далее, нить попадает в трубочку, которая связана на конце с соплом, откуда и выходит расплавленный пластик. Также с этой трубочкой связаны нагревательный элемент и датчик температуры. В тот самый момент, когда пластик нагревается до температуры 170-190 градусов Цельсия, он достигает термальной головки. А диаметр отверстия колеблется от 0,15 до 0,5 мм и при этом, пластик находится в полужидком состоянии, буквально выдавливается из экструдера.
Механизм зажима и степень его регулирования, а также, какие зубцы у колесика влияют на тип принимаемого пластика. Мягкий по свойствам пластик в одном экструдере будет проходить не равномерно либо вообще не затягиваться. Если зубцы в колесике острые и выпирают, значит, такой тип пластика как Нейлон и Флекс (резина) будут хорошо печататься с таким экструдером.
Возможности программы – настройки печати
В первую очередь нужно отделять программы по 3D моделированию от программ по управлению самим 3D принтером. В комплекте к 3D принтерам идут программы только по управлению принтером.
Отредактировать модель в них нет возможности. В них присутствуют простые функции по редактированию объекта, такие как перемещение, изменение его масштаба, развернуть повернуть объект. Но нарисовать, что-либо добавить убавить, изменить какую-либо часть в модели не получится.
Возможно, что разработчики смогут в будущем воплотить такой мощный тандем в одной программе: 3д редактор с управлением 3d принтера.
Второе. Поскольку 3d принтеры, особенно персональные или домашние, вошли на рынок как техника доступная в управлении. По сравнению с фрезерным станком например. Чтобы этим аппаратом могли пользоваться женщины дети и вообще люди без знаний по управлению таких видов оборудования. Но, тем не менее, 3д принтер остается сложным техническим устройством. Если вы выбираете принтер с простым управлением, так сказать "печать в один клик", значит, в некоторых функциях он будет обделен, хотя многие задачи он будет выполнять без проблем.
Отсюда вывод, чем сложнее принтер в настройках, тем больше в нем профессиональных функций и соответственно возможностей печатать сложные модели на высоком качестве.
Сложная/Простая = Профессиональная/Упрощенная
Для пользователя, который знаком со сложными компьютерными программами и/или знаком с ЧПУ станками и/или он на "ты" с техникой – то для него освоение самых сложных программ не составит труда. Да и сверх сложного в них ничего нет. Если надо будет, освоит любой.
Все программы принтеров обрабатывают файлы в формате STL. В этом же формате свои файлы переводят практически все 3д редакторы. А в интернете готовых 3д моделей на любой вкус исчисляются сотнями тысяч.
Вопрос по управлению наши консультанты задают обычно сами. Или по ходу общения сами понимают уровень пользователя.
Существуют принтеры, в которых вы только загружаете файл, выбираете тип пластика, которым хотите печатать, вставляете его, а все остальное выбирается автоматически. Это конечно просто, но некоторые возможности этой технологии при этом будут ограничены.
Другим принтерам перед началом (качественной) печати нужно задать такие параметры как:
- скорость перемещения во время печати и скорость перемещения во время заполнения, скорость печати поддержек (если они будут), скорость первого слоя (подложки, если она будет и сколько слоев тоже настраивается) и скорость подачи пластика.
- температуру печатающей головки и температуру подогреваемой платформы (если она есть и если подогрев нужен), температура печати первых слоев.
- толщину слоя, толщину слоя подложки, толщину стенки.
- процент заполняемости изделия: первых слоев, периметра и т.д.
- сколько первых слоев печати должно пройти, чтобы включился вентилятор, а также через какое время печати одного слоя будет работать вентилятор, и с какой интенсивностью.
- настройки поддержек: скорость, интенсивность, тип поддержек и т.д.
И это еще не все...
Для каждого типа будущего изделия и типа материала будут свои настройки.
Это были вкратце крайние точки сложного и простого управления
Область печати
По тем параметрам рабочей зоны, которые производитель задает, например 20*20*20 и более – еще не означает, что вы сможете всю это область полноценно использовать.
Например, чтобы создать модель примерно таких размеров, понадобится около 8-15 часов... пластик имеет тенденцию деформироваться, особенно когда печать длится больше шести семи часов. Для печати больших объектов нужен опыт и терпение, чтобы все грамотно рассчитать и настроить принтер.
Печать изделий в пределах 10*10 / 15*15 см печатается намного проще.
Не так много принтеров способные печатать большие объекты, но они есть.
Если не получается сразу напечатать необходимый размер, то его можно разбить на несколько частей, распечатать и соединить.
И по мелочи, незначительные критерии
Как известно, есть дополнительные функции в 3d принтерах, специально сделанные для удобства использования. И они действительно упрощают некоторые моменты во время работы с принтерами.
К примеру, функция «Автоматическая калибровка». Во время работы с 3d принтерами, есть возможность регулировать платформу в ручную, это в старых моделях, а теперь, выпускаются такие марки 3d принтеров, где за человека это делается автоматически, и буквально за минуту.
Программное обеспечение принтеров было значительно доработано и введены некоторые изменения с учетом использования предшествующих моделей. Теперь в них появились такие новые функции как, однослойная печать, что может показаться весьма удобным в эксплуатации, а также, возможность печатать с повышенной скоростью, и были модернизированы функции изменения модели перед самой печатью.
А по поводу wi-fi соединения, необходимо отметить, что такой приятный момент имеется не у всех моделей на виртуальном рынке. Его присутствие в таком аппарате, делает принтер еще более привлекательным и количественно добавляет к нему функций, как преимущества. Это действительно придает удобство в использовании 3d принтера.
Общий критерий, складывающийся из нескольких – насколько стабильно производится печать.
Параметры, с которыми пользователю придется чаще всего работать:
-скорость,
-температура: экструдера, платформы, а также обдув вентилятором,
-выбор толщины слоя/стенки,
-калибровка платформы,
-свойства расходных материалов,
-особенности модели.